Curious about check valves? This article provides a comprehensive overview of what check valves are, how they function, and their wide range of applications. Discover the purpose of a check valve in preventing backflow and ensuring fluid flow in one direction. Explore the different types of check valves, including swing, lift, and ball valves, and learn about their specific uses in industries such as plumbing, oil and gas, and wastewater treatment. Understanding check valves is essential for maintaining system efficiency and preventing potential issues caused by reverse flow.
Introduction to Check Valves: Ensuring Unidirectional Flow
Check valves play a vital role in numerous industries by allowing fluid flow in one direction while preventing backflow. Understanding their function and applications is essential for maintaining efficient and reliable systems.
How Do Check Valves Work?
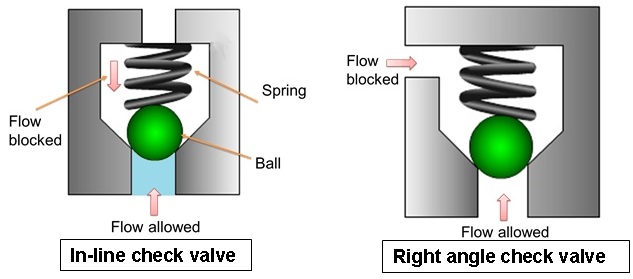
Check valves operate based on a simple principle: they allow fluid to flow in one direction while blocking reverse flow. When the pressure on the inlet side is higher than the outlet side, the valve opens, allowing fluid to pass through. However, when the pressure on the outlet side exceeds the inlet side, the valve closes, preventing backflow.
Types of Check Valves and Their Applications
Check valves come in various types, each designed for specific applications. Some common types include:
Swing Check Valves: These valves have a hinged disc that swings open to allow flow and closes to prevent backflow. They are commonly used in plumbing systems, irrigation, and industrial applications.
Lift Check Valves: Lift check valves use a vertical disc that lifts off the seat to enable flow and drops back to seal the valve when the flow stops. They find applications in oil and gas pipelines, power plants, and water treatment facilities.
Ball Check Valves: Ball check valves use a ball-shaped disc that rolls or rotates to block reverse flow and allow flow in the desired direction. They are widely used in wastewater treatment plants, chemical processing, and HVAC systems.

Importance of Check Valves in Industrial Applications
Check valves are critical components in various industries. Here are some key reasons for their importance:
Preventing Backflow and Contamination
One of the primary functions of check valves is to prevent backflow, which can lead to system contamination, damage, or inefficiency. By ensuring unidirectional flow, check valves help maintain system integrity and prevent cross-contamination.
Protecting Pumps and Equipment
Check valves help protect pumps and equipment by preventing reverse flow, which can cause damage and reduce operational efficiency. By maintaining the proper flow direction, check valves extend the lifespan of pumps and other system components.
Maintaining System Efficiency
Check valves play a crucial role in maintaining system efficiency by preventing pressure loss and ensuring optimal flow conditions. They help regulate flow rates, reduce energy consumption, and minimize system disruptions.
Examples of Check Valve Applications
Check valves find applications in various industries to ensure efficient and reliable operations. Here are a few examples:
Plumbing Systems: Swing Check Valves
In plumbing systems, swing check valves are commonly used to prevent backflow in sewage lines, irrigation systems, and water distribution networks. They maintain the flow direction and prevent contamination of potable water sources.

Oil and Gas Industry: Lift Check Valves
The oil and gas industry relies on lift check valves to control the flow of fluids and prevent backflow in pipelines, refineries, and offshore platforms. These valves help maintain operational safety and prevent costly equipment damage.
Wastewater Treatment: Ball Check Valves
Wastewater treatment plants utilize ball check valves to regulate flow and prevent backflow in various treatment processes. These valves ensure the proper sequencing of treatment stages and prevent cross-contamination of treated and untreated wastewater.
Conclusion:
Check valves are essential components in various industries, ensuring unidirectional flow and preventing backflow. Their function and applications vary depending on the type of valve used. Understanding how check valves work and their specific applications in industries such as plumbing, oil and gas, and wastewater treatment helps maintain system efficiency and prevent potential issues caused by reverse flow. By incorporating check valves into their systems, industries can ensure reliable operations, protect equipment, and maintain the integrity of fluid flow.